.

The Quartz Oven
Seven to Ten horizontally and angularly adjustable IR lamps can be turned to allow a more uniform heating of any type of
performs before blowing. Preheating is achieved by recirculating hot air exhausted by lamps. The system automatically adjusts to changes in the ambient
temperature. An oven with ten lamps (Optional) permits the heating ofthicker performs.
Stretching System
A double cylinder stretching unit
is standard equipment and
ensures the fastest possible
stretching speed, and the longest
possible stretching stroke. Linear
motion guides provide ultra
smooth movement and the lowest
possible friction coefficient.
Servo motors are also used in
SLE models for electrical
stretching.
.
The Control Cabinet
The control cabinet is equipped
with a PLC (Programmable Logic
Controller) with a HMI touch screen
and graphic visualization. Multiple
parameter entry for all performs and
bottle shapes and size.
The PLC is integrated with a self
diagnostic program with state of art
artificial intelligence introduced to
ensure highest efficiency during
production. The system displays and
records, blowing speed and
productivity.
.
Applications
1) Water and milk bottles (PP + PLA)
2) Hot-fill fruit juice bottles (PP)
3) Compostable bottles (PLA)
4) Beer (Barrier PET)
.
Process Advantages
1) Innovative solutions for new products and customers
2) Process flexibility
3) Equipment versatility
.
SSB - SLE +
.

The futuristic Next Gen Linear Electric Stretch Blow of SSB – SLE developed after years of R&D by SEPPA. The
variable pitch unit synchronizes the heating system with the help of servo motors to the high speed preform transfer
system which de-loads and transfers the preform to the blowing section. The high speed mould clamping in the
blowing section supports to produce more than 1500 - 2000 bottles per cavity. This design reduces the cost of
equipment while achieving high speed compare to the rotary blowing machine.
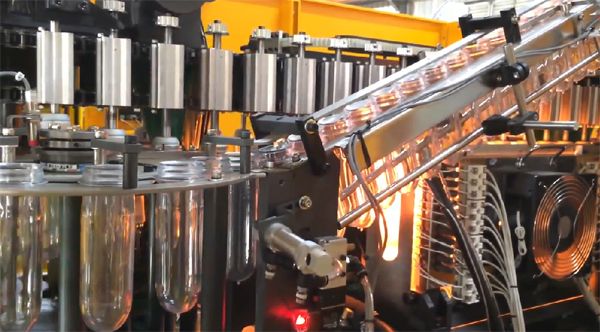
Heating System
In the SSB – SLE Model infeed star wheel transfers the performs to the continuous heating conveyor with individual preform mantels that hold the preform from inside their neck area. The performs rotate around their axis continuously as they travel through the infra red heating system. In the SSB - SL model performs are held by the neck not a mantel.
The heating lamps are individually controlled for perfection in heating and to achieve quality of blown bottles according to their shape.
A infra red camera is placed at the end of the heating zone to transmit actual temperature to the controller. The temperature can be compared with required set temperature and the PLC can auto correct if required.
Different necks sizes of performs can be handled by a quickchange over of the preform holder and mantel.
Stretch Blow Moulding Station
The preform pick and place system then transfers the preform from the heating zone to the blowing station.
The mould is closed by a toggle pneumatic locking system with pneumatic compensation. Moulds are engineered with different neck holders depending on preform neck type.
A high speed preform stretching system either by pneumatic or servo drives is used to achieve varied stretch profiles. Once the stretch blow moulding process is completed the mould is opened.
Bottle Discharge System
Specialized grippers are used to catch the blown bottles by the neck and transfer them to the discharge air
conveyor.
SSB - R +
.

The growing popularity of flip-top caps means that precise cap-to-container alignment is an absolute necessity.
Unlike neck orientation features offered on other linear and rotary stretch blow moulding machines, which
require the use of special preforms that feature one or two notches on the neck ring, SEPPA offers a solution
that works with nearly all the preforms that are available on the market.
This neck orientation option can be combined with the preferential heating option, offering the possibility of
blowing a wider range of bottle shapes.
PID system for heating zone
An Infrared thermometer detects the temperature of the preforms and automatically adjusts the temperature of the
oven to the correct level. It avoids the influence of the temperature difference between day time and night time. Also,
the system can have an additional lamp alarm unit, It sounds when it detects any broken or aging lamps.
Air Recovery system
We know most of the production cost comes from two factors, blowing the bottles and reheating the performs . In
order to reduce the production cost for the bottle manufactures, SEPPAhas introduced an Air recovery system. This
system recovers up to 30% of exhausted High pressure air.
Air cooling system
We have developed an air cooling system for hot fill PET bottles, after high pressure blowing, air cooling is
introduced. This reduces the level of PET residual stress, and increases the rate of PET crystallization. After the air
cooling process, the PETbottle can stand hot filling without deformation.
Applications
1) Food, cosmetics, personal care products, detergents,
.
Process Advantages
1) Simple to set up mechanical system
2) Fast orientation in less than 0.8 sec
3) Accurate and flexible positioning
.
System Advantage
1) Top quality PET bottles
2) Lowest energy and air consumption
3) Air recycling system
4) Reduced air demand
5) Affordable low investment
6) Low production cost
7) Rapid product change over time
8) Minimized wear and tear
9) Lowest downtime – optimized uptime
.
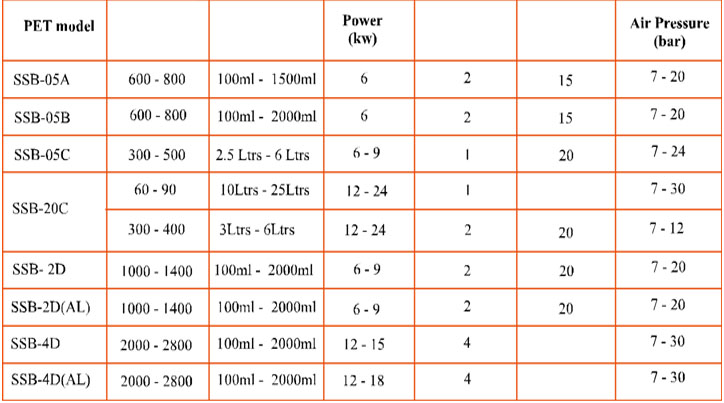
Technical Specfication +

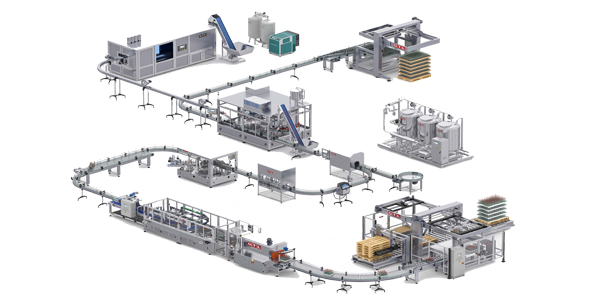
 PET is easy to mould into a wide variety of shapes and sizes theirles improving the aesthetic appearance of the product packaged in it. PET is 100% recyclable which makes it environmental friendly. PET can be produced in various colors, totally transparent or even opaque. Thus providing solutions for multiple industries and products.SEPPA offers a wide range of PET blowing machines, Semi-automatic to Fully automatic from low speed lines to high speed lines to service the needs of various industries and products.SEPPA also offers a complete line solution for PET Bottles and Jars. Thus includes Rinser filler, Cappers, Labelers, Date and Batch Coders, Multiple Shrink/Carton packaging equipments Palletizer and Stretch wrappers.
SEPPA offers complete PET line solutions for Water, Sparkling Water, CSD, Juice, Milk, Beer, Liquor and Wine.
PET is easy to mould into a wide variety of shapes and sizes theirles improving the aesthetic appearance of the product packaged in it. PET is 100% recyclable which makes it environmental friendly. PET can be produced in various colors, totally transparent or even opaque. Thus providing solutions for multiple industries and products.SEPPA offers a wide range of PET blowing machines, Semi-automatic to Fully automatic from low speed lines to high speed lines to service the needs of various industries and products.SEPPA also offers a complete line solution for PET Bottles and Jars. Thus includes Rinser filler, Cappers, Labelers, Date and Batch Coders, Multiple Shrink/Carton packaging equipments Palletizer and Stretch wrappers.
SEPPA offers complete PET line solutions for Water, Sparkling Water, CSD, Juice, Milk, Beer, Liquor and Wine.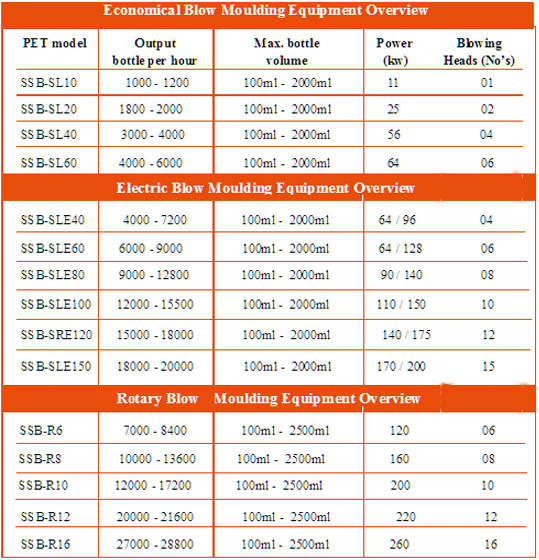


 Automatic PET Moulding
Automatic PET Moulding